#Product Trends
Zero-point clamping technology is unavoidable in additive manufacturing
Additive manufacturing: Productivity at ground zero Experts attest to the huge future potential of 3D printing with metal powder. AMF has developed special clamping modules for the specific challenges in additive manufacturing.
Experts attest to the huge future potential of 3D printing with metal powder. At the same time, others talk of the current state of production looking more like a cottage industry than production to industrial standards. In any case, automotive manufacturers, their suppliers and a whole host of other sectors, including medical technology, for example, are already focussing on the production of ready-to-install series parts made through 3D printing with increasing success. For prototypes and small series, such as special sports cars produced in limited quantities, tool-free production is almost without competition. The establishment of the process for greater quantities is only a matter of time, however, and surely irresistible.
The fact that moulding and tool costs are done away with is of course a noteworthy factor. On top of all this, though, a much more significant advantage of additive manufacturing lies in its approach to design. After all, the question: "What can I produce"? is posed less often than: "What functions should the component possess"? In 3D printing, for example, the design of highly complex geometries can be conceived and then produced efficiently. Components and products are frequently being manufactured this way which simply could not even be achieved up until this point with subtractive processes.
Producing previously inconceivable geometries
Nevertheless, the printed objects are only rarely ready to install after the printing process. Most further processes follow the actual additive manufacturing process until the component is machined and finished. Cleaning, measurement, milling, drilling and sawing processes often follow. Special significance is accorded to sawing at the end in particular. Ultimately, the component must be separated from the base plate which has accompanied it through all production steps. More about that later. The entire process chain is thus an optimal area of application for a zero-point clamping system. And this is true even though neither moulds nor raw parts need to be clamped. Instead, the base plate on which the product is made shift after shift must be clamped.
Traditional clamping modules, such as those common in machining production, cannot be used in additive manufacturing. This is because 3D printing is subject to very particular requirements that have to be considered when clamping. For example, high temperatures of up to several hundred degrees Celsius prevail during the 3D printing process. Temperatures of 150°C and higher appear in the clamping equipment itself. This requires seals and media that can bear and withstand this. The constant temperature fluctuations from the heating-up and cooling-down must also not be underestimated. Amongst all this, process reliability and reproducibility must not be compromised. For this reason, AMF has developed special clamping modules for these special challenges.
Clamping modules for special conditions and requirements
These zero-point clamping modules specially tailored by AMF for additive manufacturing meet the specific requirements and accelerate the set-up processes involved. Carefully selected materials and processes are used here so that the zero-point clamping modules can defy the sometimes adverse conditions. Hardened surfaces are only one example, specials seals being another, to ensure the AMF modules are temperature-resistant. Applied across the entire process chain, they can bring their benefits optimally to bear. Instead of setting up the base plate with the component anew at every subsequent process, "zeroising" is performed just once, and the zero point can then simply be "carried along" from process to process.
If the zero-point clamping technology can already reduce the set-up times significantly in the 3D printer, the time-saving will increase up to 90 per cent and more for the respective change to the subsequent process effortlessly. This is because when the zero point is "carried along" to subsequent machines, there are almost no more set-up processes. Similar to "plug-and-play", you can start with the next work step immediately. Manufacturers who carry along this AMF zero-point interface for additive manufacturing to all follow-up processes attest to a tremendous reduction in their set-up times across the entire production process.
AMF is renowned for pneumatic and hydraulic technology
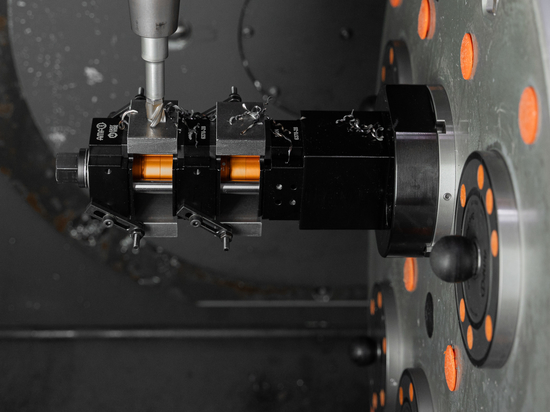
The installation clamping modules K10.3 and K20.3 from AMF for additive manufacturing open pneumatically at an operating pressure of 4.5 bar, which is available in every production hall. They achieve draw-in forces of 10 and 17 kN (K20) and holding forces of 25 and 55 kN (K20). Locking is performed via spring force so that the pressure lines can be disconnected at any time. AMF offers the option of a blow-out mechanism for removing chips, as well as mount checking for querying during automated processes. AMF has been known for pneumatic clamping technology for many years and is a respected market and technology leader. For the hydraulic modules which AMF has also had in its product range for a long time, special solutions can be developed for additive manufacturing upon customer request.
Furthermore, the company from Fellbach also offer query technology for the clamping modules. An important aspect is thus introduced – with modules equipped in this way, the interface and therefore the entire production process in 3D printing, including the subsequent follow-up processes, can be standardised to a high quality. A process chain standardised in this way is the foundation for fitting by robots and therefore for fully automated production. Of course, the sensors chosen for this purpose must also be suitable for these challenging conditions.
OEM for the market leader for sawing
Whether automated or not: Once the component produced by means of additive manufacturing has gone through all the processes, at the end it must be separated from the base plate. The global market leader for the sawing and storage of metal bar stock and sheet metal, KASTO, has developed a fitting machine for this purpose. The high-performance band saw machine KASTOwin amc (additive manufacturing cutting) is specially designed for this task, because the developer has thought about the process chain right to the end with this last step (or even the last section). As the machine OEM, AMF is KASTO's partner for clamping technology in this special saw. In this process, the superior clamping modules of the AMF zero-point clamping system hold the base plate with the finished component for the separation process in an exact cutting position for a low amount of pressure. Prior to the sawing process, a rotary unit of the machine swings the base plate into a head-first position. If the components are then separated, they fall gently into a safety net. After being swung back, the base plate can be removed from the zero-point clamping modules, and the next additive manufacturing process can be prepared.