#Product Trends
Maximizing Product Performance With A Constant Temperature And Humidity Test Chamber
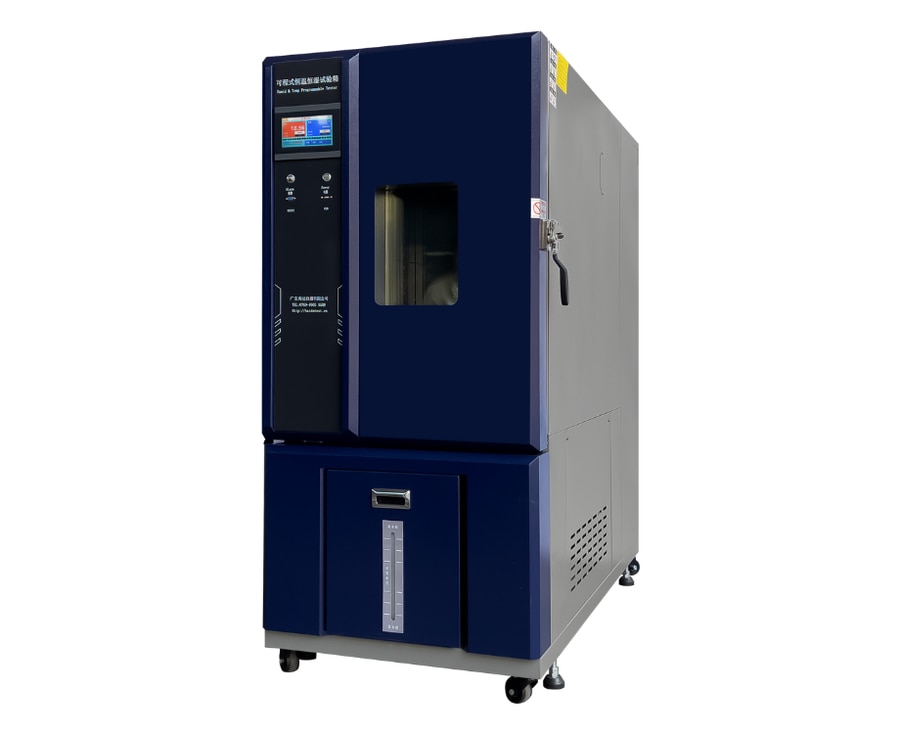
HD-E702
Constant temperature and humidity test chambers are essential tools for industries that require reliable and accurate testing of various materials in different environmental conditions. These chambers play a crucial role in ensuring the quality and durability of products, ranging from electronics and appliances to aerospace components. Let's delve deeper into the features and benefits of using a constant temperature and humidity test chamber:
1. Comprehensive Testing Capabilities
Constant temperature and humidity test chambers offer a wide range of testing capabilities, allowing manufacturers to assess the performance of materials under controlled conditions. These chambers can simulate extreme temperatures, high humidity levels, and rapid temperature changes, enabling companies to identify potential weaknesses and improve product quality.
2. Precise Temperature and Humidity Control
One of the key advantages of constant temperature and humidity test chambers is their ability to maintain precise and stable testing conditions. With advanced temperature and humidity control systems, users can set specific parameters for testing and ensure consistent results. This level of control is essential for accurate and repeatable testing procedures.