#Product Trends
Choosing Membrane Keyboard Has More Advantages in Various Industrial Applications
Membrane keyboard
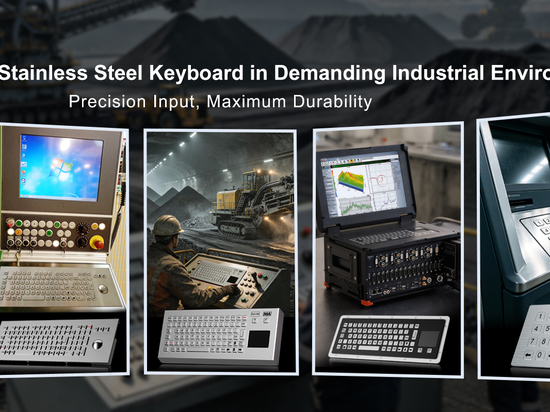
Industrial membrane keyboard is a special type of keyboard designed specifically for industrial environments, and medical settings.
It adopts metal dome key switch / Omron micro key switch technology under a super flat membrane and has characteristics such as
softness, durability, dust, oil, and water resistance, as well as to withstand alcohol, chemicals and disinfectants.
Below, we will introduce the major characteristics, advantages, and application scenarios of industrial membrane keyboards.
1. Durability: Membrane keyboard adopts high-quality key switch, which have excellent durability.
The membrane switch has a compact structure, no movable mechanical connectors, and no mechanical friction,
so it can withstand frequent buttons and long-term use, with better durability. This enables membrane keyboards to adapt to harsh
industrial environments, making them less prone to damage or failure.
2. Dust, Oil and Waterproof: Membrane keyboards have dust, oil and waterproof properties, which are suitable for pollution and liquid
splashes that may beencountered in industrial environments. A layer of wear-resistant and waterproof film is covered above the keyboard, which can effectively prevent dirt accumulation and liquid infiltration, providing better protection and reliability. This has made industrial thin film keyboards widely used in factories, warehouses, workshops and other places that need to face pollution and humid environments.
3. Withstand Alcohol, chemicals, and disinfectants: Membrane medical keyboards can well withstand alcohol, most of chemicals and disinfectants when they are used in medical kiosk, medicine and pharmaceutical, labs, dental, clinics, hospitals, food processing, beverage etc.
4. Sensitive operation: Membrane industrial keyboard has a light touch, sensitive buttons, and comfortable tactile feeling.
The design of the membrane switch makes button feedback more agile, allowing users to perform input operations more quickly and improving work efficiency.
5. Highly customized: Industrial membrane keyboards can be customized according to customer needs, and the size, layout, number of buttons, backlight, mounting solutions, special functions, etc. of the keyboard can be determined according to the requirements of actual applications. This customized design can help customers better adapt to their workflow and needs in daily life and operation.
6. Simple and easy to clean: The surface of the industrial film keyboard is flat, without grooves or gaps, which is a whole piece membrane, and is not easy to accumulate dust and stains. Simply to wipe with a damp cloth to clean helps, therefore it is extremely simple and convenient.
Overall, industrial membrane keyboards are widely used in fields such as industrial automation, mechanical equipment, medical application, warehousing and logistics due to their durability, dust and water resistance, sensitive operation, customization, simplicity and easy cleaning. It can provide reliable input control in harsh industrial environments, which meets users' requirements for button performance and reliability, and improve work efficiency and operational convenience.