#Product Trends
How to Choose a Thermal Camera for High-Temperature Industrial Monitoring
Choosing a thermal camera for high-temperature industrial monitoring starts with your real process temperature. An 850°C quenching line, a 1,300°C rotary kiln, and a 1,900°C furnace should not be treated as the same project.
Choosing a thermal camera for high-temperature industrial monitoring starts with your real process temperature. An 850°C quenching line, a 1,300°C rotary kiln, and a 1,900°C furnace should not be treated as the same project.
For most industrial sites, start with the required temperature range. Then check the calibrated measurement range, spectral band, emissivity correction, enclosure cooling, lens/FOV, and PLC or SCADA integration. This guide walks you through that selection process for 800°C–2000°C monitoring, with examples from kiln and quenching applications.
Quick Answer: Match Your Temperature Band to the Right Technology
Temperature Range What You Should Verify Typical Applications
800°C–000°C Calibrated range, emissivity correction, response speed Quenching, heat treatment, carbide processing
1000°C–1700°C High-temperature calibration, lens/FOV, enclosure cooling Rotary kilns, steel melting, glass forming
1700°C–2000°C Verified upper range, detector/spectral design, sight-port setup, cooling protection Blast furnace areas, extreme metallurgy, high-heat process monitoring
The sections below explain the key parameters that determine whether a camera will perform well in your specific application, followed by real-world examples from metallurgy operations.
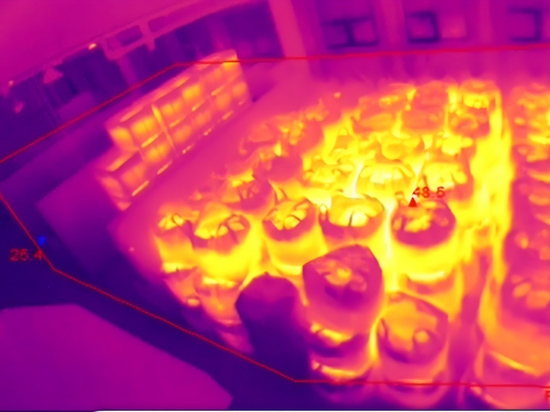
Sintering machine thermal imaging — visible and infrared comparison showing high-temperature process monitoring in a metallurgical plant
Spectral Band Selection for High-Temperature Thermal Cameras
High-temperature monitoring is not only about picking the right spectral band. High-temperature measurement is challenging due to detector saturation from extreme radiation, limited dynamic range, emissivity variation, and harsh industrial conditions. For this reason, the camera must be evaluated as an integrated system. Temperature range, calibration, optics, protective housing, and software corrections all need to be considered together to ensure reliable measurement accuracy across the full temperature range. LWIR cameras with high-temperature calibration can also support reliable monitoring across medium- and ultra-high-temperature applications when they are designed for that range.
Before you choose, verify these points from the product specification:
Measurement Range: Confirm the normal process temperature, possible peak temperature, and calibrated measurement range.
Spectral Band: Do not choose by wavelength alone. Check whether the spectral band, detector, optics, and calibration match your target temperature and surface condition.
Measurement Correction: Make sure the camera supports key correction settings, such as emissivity, reflected temperature, distance, and atmospheric transmissivity.
Installation Method: Confirm whether the site needs a sight port, air purge, protective enclosure, water-cooled housing, or vibration-isolated mount.
Integration: Check whether the camera supports your plant system, such as Modbus TCP, MQTT, ONVIF, GB28181, video streaming, or PLC alarm output.
3 Key Parameters to Evaluate in an Industrial Thermal Camera
Once you have confirmed the camera can cover your process temperature range, three additional parameters determine whether it will perform well in your specific application.
1. Detector Resolution and NETD
A 640 × 512 detector captures more than four times as many measurement points. For high-temperature monitoring, this matters because hot spots often appear in small areas — cracks in refractory lining, localized overheating, or uneven temperature distribution.
A lower NETD helps the camera reveal subtle thermal differences under defined test conditions. However, actual measurement performance in high-temperature processes also depends on emissivity, distance, optics, calibration, and environmental conditions. For many industrial monitoring projects, lower NETD can be helpful. But it should be evaluated together with temperature range, spectral band, emissivity correction, optics, and installation conditions.
2. Emissivity and Measurement Accuracy
Emissivity describes how efficiently a surface emits infrared radiation. It ranges from 0 to 1. A perfect blackbody has an emissivity of 1. Polished metals at high temperatures can have an emissivity as low as 0.1.
This creates a serious measurement challenge. A camera calibrated for emissivity 0.9 will read hundreds of degrees low when pointed at a polished steel surface with emissivity 0.2. NIST emissivity data for metals shows that polished iron at high temperatures can have emissivity below 0.4, while oxidized surfaces may exceed 0.8 — a variation that directly impacts measurement accuracy.
What to look for: Cameras that allow multi-point emissivity correction. Some advanced systems let you set different emissivity values for different regions of interest within the same image. For repeatable measurements, apply high-temperature paint or tape to create known emissivity reference points on metal surfaces.
3. Environmental Protection and Cooling
High-temperature processes often occur in environments that are themselves hot, dusty, and corrosive. The camera body may sit in ambient temperatures well above normal operating limits.
Environmental Factor Protection Needed
Ambient temperature above 60°C Air-cooled or water-cooled enclosure
Heavy dust or particulates IP66 or higher with positive-pressure air purge
Corrosive atmosphere Stainless steel housing with sealed optics
Vibration (near furnaces, kilns) Vibration-isolated mounting
The camera itself may tolerate 60°C ambient, but the lens and housing usually need additional protection. Water-cooled enclosures handle the most extreme conditions. Air-cooled enclosures with filtered purge air work well in dusty environments.
Industrial Thermal Monitoring Applications: From 800°C to 2000°C
Theory matters, but real applications reveal what actually works. The two cases below show how temperature range, spectral band selection, and camera specifications come together in metallurgy and industrial heat treatment operations.
Case 1: Rotary Kiln Temperature Monitoring (1000°C–1700°C)
Rotary kiln processes can involve internal temperatures of 1000°C–1700°C, while the external shell temperature is usually monitored to identify abnormal hot spots caused by refractory damage or thinning. The kiln shell and internal refractory lining need continuous monitoring. Hot spots on the shell indicate refractory failure. If undetected, the steel shell can overheat and deform, leading to costly unplanned shutdowns.
Traditional thermocouples struggle to measure a rotating kiln surface effectively. Point-temperature guns require manual operation and only capture a single spot at a time. A fixed-mount industrial thermal camera with a wide-angle lens monitors the entire kiln surface continuously from a safe distance.
A 640 × 512 resolution camera positioned 15 meters from the kiln can detect hot spots as small as 4 cm. With an NETD of 40 mK, it spots refractory thinning before the shell temperature rises dangerously. Temperature alarms alert operators when any area exceeds safe thresholds, enabling planned maintenance instead of emergency shutdowns.
Thermal image of a rotary kiln shell showing temperature monitoring and hot spot detection for refractory damage risk.
Case 2: Quenching Process Quality Control (800°C–1000°C)
Induction hardening heats steel workpieces to 800°C–1000°C before rapid cooling. If the heating temperature is too high, the workpiece warps, cracks, or develops incorrect hardness. Too low, and the hardening depth falls short of the specification.
Traditional point-temperature measurement often misses the full picture. A single sensor at the workpiece center may not detect overheating at the edges or bending points. Multiple sensors add cost and still leave gaps.
A fixed-mount thermal camera overlooking the quenching station captures the entire workpiece surface in real time. Multi-area temperature measurement tracks the center, edges, and bend regions simultaneously. When any area exceeds the set threshold, the camera outputs a control signal to automatically stop the induction heater. This helps reduce scrap risk and supports more consistent process quality.
The temperature data is logged automatically, creating traceable quality records for each batch. Engineers review the temperature curves to optimize heating parameters and reduce energy consumption.
Hollow tube quenching process thermal image showing multi-zone temperature monitoring during induction hardening
Both cases share a common pattern: non-contact measurement, wide-area coverage, real-time alarming, and integration with plant control systems. These are the capabilities that distinguish industrial thermal monitoring from simple handheld temperature checks.
Integration: Connecting Thermal Cameras to Your Plant Systems
A thermal camera that generates useful images but cannot communicate with your control system risks becoming a data island. Integration determines whether temperature monitoring becomes part of your automated workflow or remains a manual side process.
Industrial Protocols and Compatibility
Modern industrial thermal cameras support standard protocols that connect directly to existing infrastructure:
Protocol Purpose Typical Use
Modbus TCP Data exchange with PLCs and SCADA systems Temperature values pushed to control systems
ONVIF Video management integration Thermal video streams to security/monitoring VMS
MQTT IoT and cloud platform integration Data streaming to cloud analytics platforms
Most plants already run Modbus TCP for equipment communication. A thermal camera with native Modbus support can push temperature readings from multiple regions of interest directly into the PLC without extra protocol converters.
Alarm Configuration and Process Control
The real value of integrated thermal monitoring comes from automated response. You can configure the camera to monitor multiple temperature measurement areas — points, lines, or regions — each with independent alarm thresholds.
When a measured area exceeds its threshold, the camera can:
Output a digital alarm signal to the PLC
Send an alarm or control signal to the PLC for further process response based on the plant’s control logic
Trigger a visual or audible alarm at the operator station
Capture and store an image of the event for later analysis
This transforms thermal monitoring from a passive observation tool into a practical part of the plant’s monitoring and alarm workflow. In quenching applications, the alarm signal can be used by the PLC to adjust or stop the heater before the workpiece overheats. In kiln monitoring, it helps alert maintenance teams to abnormal hot spots before refractory damage leads to more serious shell overheating.
Molten iron pouring thermal image showing extreme temperatures above 1300°C in metallurgy operations
Software platforms like Raythink TI Studio provide the configuration interface for measurement areas, alarm rules, data logging, and reporting. The camera handles real-time monitoring. The software handles the analysis and record-keeping.
Conclusion: Start with Temperature, Then Verify the Full System
Choosing the right thermal camera for high-temperature industrial monitoring starts with one number: your real process temperature. From there, check the calibrated measurement range, surface emissivity, detector resolution, lens/FOV, enclosure cooling, and control-system protocol.
For 800°C–2000°C applications, do not rely on one spec alone. A camera must measure the temperature range, survive the site environment, see the target clearly, and send usable data to your PLC, SCADA, or monitoring software.
Frequently Asked Questions
How accurate are thermal cameras compared to thermocouples?
Many industrial thermal cameras specify accuracy such as ±2°C or ±2% under defined calibration conditions, but the actual value depends on the product model, measurement range, setup, and target surface. Always check the camera datasheet and calibration conditions.
How often do thermal cameras need calibration?
Most industrial thermal cameras maintain calibration for one to two years. Harsh environments may shorten this interval. Many facilities perform an annual check using a blackbody reference source.
Can thermal cameras see through flames?
No. Flames are infrared emitters that block the view of objects behind them. Cameras typically view through sight ports at an angle, or monitor the exterior shell temperature instead.
Recommended Products for High-Temperature Monitoring
Based on the temperature-band approach outlined above, here are Raythink products that align with different industrial thermal monitoring needs.
TN460U Ultra-High Temperature Thermal Camera
The TN460U covers the full temperature range from 0°C to 2000°C using an LWIR detector (7.5–14 μm) with dual measurement ranges (0–800°C and 600–2000°C). The 640 × 512 uncooled VOx detector and three lens options provide flexibility for both low-temperature validation and extreme-heat applications. Optional air-cooled or water-cooled enclosures support installation in demanding environments with ambient temperatures up to 220°C. Native protocol support including Modbus TCP and MQTT simplifies integration with SCADA and PLC systems.
TN460U Online Ultra-High Temperature Thermal Camera
Consider this model when: Your process spans a wide temperature range and you prefer a single camera platform rather than multiple specialized devices.
If you are planning a metallurgy, glass, casting, kiln, or heat-treatment project, share your temperature range, installation distance, target size, ambient conditions, and required protocol with Raythink. Our team can help you match the right thermal camera setup to your process before you commit to a full installation.