#Industry News
Pharmaceutical Manufacturing
The Role of Trace Moisture Measurement
Trace moisture is a critical quality parameter in pharmaceutical manufacturing, one that directly affects product stability, sterility, equipment performance and regulatory conformance.
Even when compressed air appears clean, it can still carry water vapour, microscopic droplets or excess humidity. Within the tightly controlled environments of pharmaceutical production, these moisture levels can easily undermine critical processes. Reliable trace moisture measurement is therefore essential throughout operations such as synthesis, formulation, aseptic filling, lyophilisation, solid dose production and packaging.
Many pharmaceutical utilities, including compressed air, nitrogen, CO₂ and other inert gases, must be carefully regulated. Because numerous ingredients and process steps are highly moisture sensitive, gas systems must remain consistently dry. Accurate moisture monitoring ensures these utilities protect, rather than endanger, product quality and compliance.
Why trace moisture monitoring matters
Microbial control
Excess moisture provides the ideal environment for bacteria and fungi to thrive. If compressed air used in direct or indirect product contact (for example, during spray coating or pneumatic conveying) contains too much water vapour, it can lead to microbial contamination, resulting in batch failure or production downtime.
Product and material stability
Many active ingredients and excipients are hygroscopic and quickly absorb moisture. This can cause powders to cake or lose flow properties, compromising blending efficiency, dosing accuracy and tablet compression. Moisture can also trigger hydrolysis reactions that degrade APIs, shortening product shelf life and reducing potency.
Equipment and system reliability
High levels of moisture in process gases accelerate corrosion within pipelines and vessels, creating rust particles that contaminate gas systems. Pneumatic valves may also freeze or seize, causing automation failures and costly unplanned maintenance. ISO 8573 1 identifies humidity, liquid water and vapour as major factors contributing to wear and reduced system dependability.
Regulatory and quality compliance
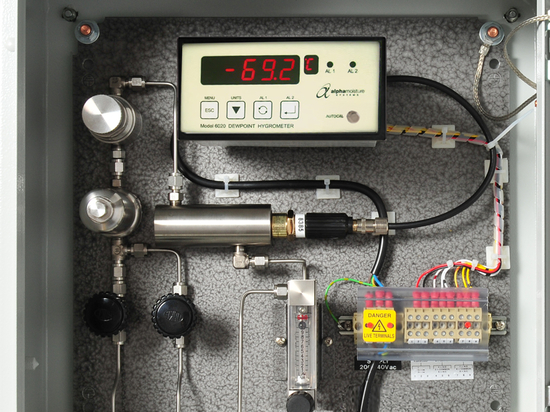
Standards such as ISO 8573 1, ISO 14644, and EU GMP Annex 1 establish strict quality requirements for compressed air and process gases. For most pharmaceutical applications, a pressure dew point of –40 °C (–40 °F) or lower is necessary to maintain dry conditions. Continuous dew point monitoring not only ensures utilities remain within specification but also provides the documented traceability required for audits and investigations.
Energy and process efficiency
Dew point measurement also supports efficient desiccant dryer operation by enabling demand based regeneration. This prevents unnecessary energy use and improves overall plant sustainability. In lyophilisation, moisture in chamber purge gases directly affects sublimation dynamics and the final residual moisture of freeze dried materials. Similarly, in API synthesis and excipient processing, even trace levels of water can disrupt moisture sensitive reactions or compromise material stability during milling and blending.
Where and how trace moisture is measured
Trace moisture instrumentation is used across the full scope of pharmaceutical manufacturing:
• Lyophilisation chambers: Fixed dew point analysers on nitrogen and compressed air lines ensure stable sublimation conditions, verify endpoint moisture levels and prevent product degradation.
• Vacuum drying and ovens: Dew point transmitters confirm true drying endpoints by measuring trace moisture in inert gases, ensuring material stability before further processing.
• Aseptic filling and sterile manufacturing: Continuous and portable moisture measurement keeps compressed air and process gases within ISO 8573 1 Class 0–2 limits, protecting sterile environments from humidity related contamination.
• Powder handling, tableting and encapsulation: Monitoring moisture levels prevents powder clumping and flow variation, supporting consistent dosing and uniform tablet quality.
• Granulation, coating and drying: Moisture control ensures consistent coating thickness, adhesion and granule characteristics.
• API synthesis and chemical reactions: High sensitivity aluminium oxide sensors detect parts per billion (ppb) levels of moisture in nitrogen or argon, protecting moisture critical reactions.
• Nitrogen purging, blanketing and transfer: Inline dew point analysers prevent oxidation and hydrolysis by verifying the dryness of protective gas systems.
• Instrument air and packaging operations: Continuous monitoring prevents corrosion, microbial contamination and condensation on packaging materials—key factors for maintaining hygiene and product integrity.
Standards and best practice
Moisture in compressed air and process gases represents a significant risk to sterile control, product consistency and equipment performance. To address this, international and European standards define strict criteria for acceptable moisture levels, including:
• ISO 8573 1: Compressed air purity classes (water, oil, and particulates)
• ISO 14644: Cleanroom environmental and humidity control
• ICH Q8(R2): Identification of moisture as a critical quality attribute (CQA)
• ISPE Good Practice Guide (HVAC, 2024): Recommendations for humidity and environmental management
• EU GMP Annex 1 (2022): Utility and environmental control requirements for sterile manufacturing
A comprehensive moisture management strategy combines continuous dew point measurement of bulk gas supplies and dryer outlets with cleanroom humidity regulation and regular spot checks using portable dew point meters.
Reliable trace moisture measurement underpins regulatory compliance, ensures consistent product quality and ultimately safeguards patient safety.