#Product Trends
What is a Ball Valve for Vacuum Applications?
Ball Valve
In many industrial and scientific processes, maintaining a controlled vacuum environment is crucial. Whether it's in laboratories, chemical processing plants, semiconductor manufacturing, or even space research, vacuum systems are essential for achieving precise conditions where atmospheric pressure is either partially or fully evacuated. One critical component in these systems is the ball valve for vacuum applications.
Vacuum systems often operate under challenging conditions where even the smallest leak can compromise system efficiency or accuracy. In such environments, a valve's primary role is not just to regulate flow, but to ensure minimal leakage and optimal control of gases or liquids. A ball valve for vacuum application is designed to meet these rigorous demands, offering robust performance and reliability.
Athena not only defines a ball valve for vacuum applications but also delves into its features, design modifications, and specific uses in various industries.
What is a Ball Valve for Vacuum Applications?
A ball valve for vacuum applications is a specialized type of ball valve designed to regulate and control the flow of gases or liquids in a vacuum system, typically operating at very low pressures or in a near-vacuum environment. The primary function of this valve is to create a tight, leak-proof seal, ensuring the integrity of the vacuum system while allowing for precise control of the flow.
Basic Functionality of a Ball Valve
To understand what makes a ball valve suitable for vacuum applications, it’s essential to first understand how a standard ball valve works. A ball valve operates with a spherical ball that has a hole or port through its center. When the valve handle is turned, the ball rotates to either open or close the flow path. In the “open” position, the hole in the ball aligns with the valve body’s inlet and outlet ports, allowing fluid or gas to pass through. In the “closed” position, the ball rotates 90 degrees, blocking the flow path and completely sealing the valve.
For vacuum applications, the ball valve’s role is slightly more complex. Vacuum systems require the valve to perform effectively at pressures far below atmospheric levels, often as low as 10^-3 torr (or even lower). In such conditions, a valve’s ability to seal tightly and prevent leakage becomes crucial. Ball valves for vacuum applications are specially designed with enhanced sealing mechanisms, materials, and construction techniques to perform under these demanding conditions.
Key Features of Ball Valves for Vacuum Applications
Enhanced Sealing Performance
One of the most critical aspects of a ball valve for vacuum applications is its ability to create a secure, leak-proof seal. Standard ball valves may not be able to handle the extreme low pressures required in vacuum systems because their seals and seats can fail to perform under such conditions. Ball valves for vacuum use often feature special seals made from materials like PTFE (Polytetrafluoroethylene), viton, or elastomers that ensure a tight seal even in low-pressure environments.
Material Selection for Vacuum Conditions
The materials used to manufacture ball valves for vacuum applications are chosen to resist degradation, corrosion, and wear due to the harsh environments they operate in. Stainless steel is a common choice due to its corrosion resistance, strength, and ability to withstand temperature variations. For more demanding vacuum applications, valves may also be made from materials like brass, aluminum, or even specialized alloys to ensure optimal performance.
Vacuum Compatibility
Unlike regular ball valves, which are designed for full-pressure environments, ball valves for vacuum applications are designed specifically to function in a vacuum or near-vacuum state. The design of these valves takes into account the need for the internal components to maintain their functionality despite the absence of significant pressure. These valves are often designed to handle gas leaks at an absolute minimum to maintain the integrity of the vacuum system.
Precise Flow Control
Ball valves for vacuum systems are valued for their easy and accurate flow control. They allow for quick and simple operation with a 90-degree turn, making them ideal for precise manipulation of flow rates. This is particularly important in systems where a consistent vacuum level must be maintained, such as in laboratory or semiconductor applications.
Low Internal Volume
Vacuum ball valves are designed with a low internal volume to minimize the introduction of gases or contaminants into the system when the valve is opened. This is crucial for high-purity applications, such as in the semiconductor or pharmaceutical industries, where even the smallest particle or gas trace can affect the process.
Ball Valve Design Modifications for Vacuum Systems
While the basic ball valve structure remains similar, ball valves designed for vacuum applications have several modifications that make them suitable for such low-pressure environments:
Trunnion-Mounted Design
For higher pressure and vacuum systems, a trunnion-mounted ball valve design is often preferred. In this design, the ball is supported at both ends by trunnions, reducing the load on the valve seat and ensuring better sealing under vacuum conditions. This is particularly useful for preventing deformation of the valve ball, which can occur due to extreme pressure differentials.
High-Quality Seals
In vacuum applications, the sealing materials must be carefully chosen to maintain a vacuum-tight seal. Materials such as FEP (fluorinated ethylene propylene) or PFA (perfluoroalkoxy) are often used for seals and gaskets, as they provide excellent chemical resistance, low outgassing properties, and a high resistance to temperature fluctuations.
Body Design
The valve body itself is often designed to minimize the risk of air leaks and to provide durability in the harsh conditions of a vacuum. This might involve using materials that can withstand external stresses without warping or cracking under low-pressure conditions.
Types of Ball Valves for Vacuum Applications
There are different types of ball valves used for vacuum applications, depending on the specific needs of the system:
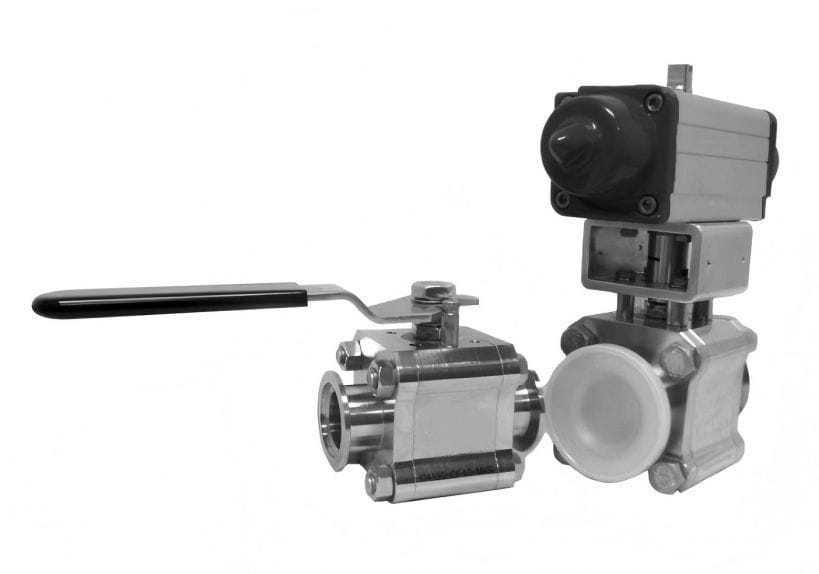
Manual Ball Valves
These valves are operated manually, typically using a lever or handwheel. They are commonly used in smaller or less complex vacuum systems where manual control is sufficient.
Pneumatically or Electrically Actuated Ball Valves
For more complex systems that require automatic control, ball valves for vacuum applications can be equipped with pneumatic or electric actuators. These actuators allow the valve to be controlled remotely, which is crucial for automation in industries like chemical processing, pharmaceuticals, and research laboratories.
Three-Way and Multi-Port Ball Valves
In more intricate vacuum systems, where flow needs to be directed to multiple paths or diverted, three-way or multi-port ball valves are often used. These allow for more versatile control, enabling the operator to switch between different paths in the system.
Applications of Ball Valves in Vacuum Systems
Ball valves are used in a variety of vacuum applications, including:
Semiconductor Manufacturing
In semiconductor production, maintaining a clean and stable vacuum is crucial for the fabrication of microchips. Ball valves help control the flow of gases and maintain pressure stability.
Vacuum Research Laboratories
Laboratories often require a precise vacuum environment to conduct experiments or store sensitive equipment. Ball valves are ideal for controlling the introduction and removal of gases or liquids in these settings.
Chemical and Pharmaceutical Industries
In chemical processing and pharmaceutical applications, ball valves are used to manage the flow of gases and liquids while maintaining the required vacuum conditions to prevent contamination and ensure precise reactions.
Vacuum Pumps and Systems
Ball valves are often integrated into vacuum pumps and systems to control the pressure and flow of gases. These valves help maintain the vacuum levels needed for various industrial and scientific processes.