#Product Trends
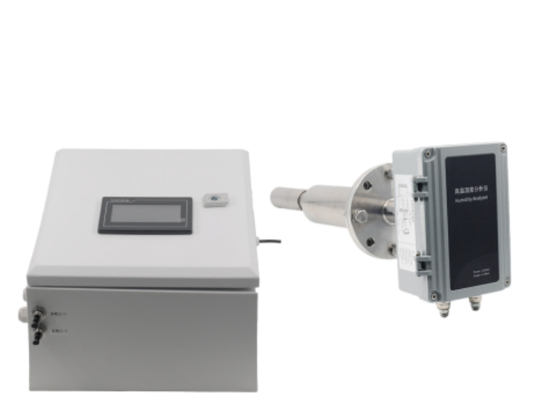
DB5101-GL Temperature and Humidity Sensor for Paper Tube Drying Process
Paper Tube Drying
Introduction
Paper tube drying is a key process that directly affects product strength and moisture consistency. However, traditional drying control often relies on experience or fixed time settings, leading to uneven quality and high energy consumption.
A paper tube manufacturer introduced the DB5101-GL temperature and humidity sensor to improve real-time monitoring of their drying process.
Application Background
The factory produces industrial paper tubes for textile and packaging use. In a 30-meter drying chamber, temperature and humidity vary significantly along airflow paths, making it difficult to ensure uniform drying.
Before the upgrade, the customer faced:
Uneven drying quality
Inconsistent moisture content
High energy consumption due to over-drying
Lack of reliable process data
Solution
The customer installed 8 DB5101-GL sensors in a distributed layout across the drying chamber, forming an RS485 network for centralized monitoring.
Key functions used:
Real-time temperature and humidity monitoring
High accuracy (±0.2°C, ±2%RH)
Centralized data display and logging
Large local screen for quick on-site checks
Results
After implementation, the system delivered clear improvements:
Product qualification rate increased by ~15%
Drying time reduced by about 10%
Lower and more stable energy consumption
Improved process visibility and traceability
Reduced manual inspection in high-temperature areas
Conclusion
The DB5101-GL enables stable, real-time monitoring of drying conditions, helping manufacturers shift from experience-based control to data-driven process management. It is widely suitable for industrial drying applications such as paper tubes, textiles, and other humidity-sensitive processes.