#Product Trends
How Acoustic Emission Sensors Improve Predictive Maintenance for Industrial Assets
Looking for acoustic emission sensors or monitoring solutions for predictive maintenance?
Industrial assets rarely fail without warning. Before a crack grows, a bearing deteriorates, a pressure vessel weakens, or a valve starts leaking, the material or component often releases small stress waves. These signals may be too subtle for human operators to notice, but they can be detected by acoustic emission sensors.
Acoustic emission, often called AE, is a passive monitoring technology that “listens” to active damage processes inside materials and mechanical systems. Unlike traditional inspection methods that only check equipment at scheduled intervals, acoustic emission sensors can support continuous or periodic condition monitoring while assets remain in operation.
For industries focused on predictive maintenance, this makes AE a valuable tool. It helps engineers identify early-stage damage, reduce unplanned downtime, improve safety, and make maintenance decisions based on real operating conditions.
1. What Is Acoustic Emission Monitoring?
Acoustic emission monitoring is based on a simple idea: when a material experiences stress, damage, friction, leakage, or crack growth, it can release elastic waves. These waves travel through the structure and can be captured by AE sensors mounted on the surface.
2. Why AE Is Useful for Predictive Maintenance
Predictive maintenance depends on early warning. The goal is not only to know when a machine has already failed, but to understand when failure is starting to develop.
Acoustic emission sensors are useful because they are sensitive to active damage mechanisms. In many cases, AE can detect changes before they become visible during routine inspection or before they appear clearly in vibration, temperature, or pressure data.
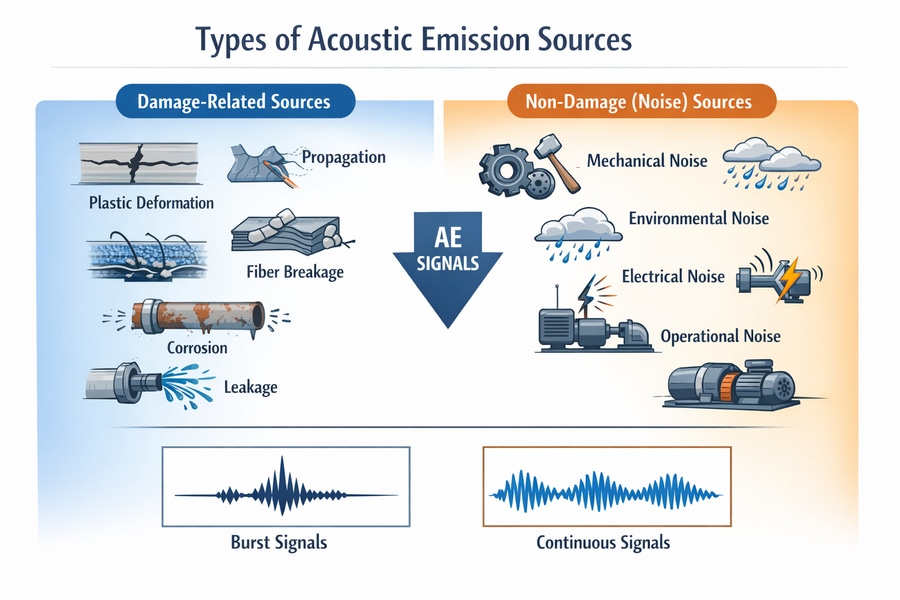
For example, AE can help detect:
- Crack initiation and crack growth
- Leakage in valves, pipelines, and pressure systems
- Friction, impact, and rubbing in rotating machinery
- Fiber breakage or delamination in composite structures
- Corrosion-related activity in tanks and pressure vessels
- Abnormal stress release in bridges, cranes, and large structures
This allows maintenance teams to move from fixed-schedule inspection to condition-based decision-making.
3. Detecting Damage While Equipment Is in Service
One of the key advantages of acoustic emission monitoring is that it is a passive technique. The sensor does not need to send energy into the structure. It only listens for signals generated by the asset itself.
This is especially useful for large industrial assets that are difficult, expensive, or unsafe to shut down frequently.
4. Applications in Industrial Predictive Maintenance
4.1 Pressure Vessels and Storage Tanks
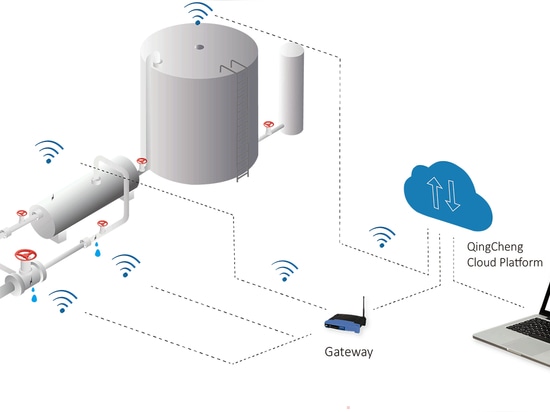
Pressure equipment can experience cracking, corrosion, deformation, and leakage. AE sensors can monitor the structure during pressure testing or operation and help identify active defect areas.
For storage tanks, AE can be used to detect signals related to corrosion activity or leakage. This supports maintenance planning without immediately requiring full shutdown or complete internal inspection.
4.2 Pipelines and Valves
Leaks generate acoustic and ultrasonic energy as gas or liquid escapes through a small opening. AE sensors can detect these signals and help monitor pipelines, valves, steam lines, and compressed air systems.
4.3 Rotating Machinery
Rotating machinery often produces vibration and background noise, but AE can still provide useful information in certain applications. AE sensors are sensitive to friction, impact, lubrication problems, bearing defects, and early surface damage.
Compared with conventional vibration analysis, AE can be especially helpful for detecting high-frequency events associated with early-stage damage.
4.4 Bridges and Large Structures
In structural health monitoring, AE sensors can be used to detect active crack growth, wire breakage, cable damage, or stress redistribution. Sensor arrays can also help locate the source of acoustic emission activity.
This is valuable for bridges, cranes, lifting equipment, steel structures, and concrete infrastructure.
4.5 Composite Materials
Composite structures do not always fail in the same way as metals. Damage may include fiber breakage, matrix cracking, debonding, and delamination. These mechanisms often generate acoustic emission signals.
AE monitoring is therefore useful for wind turbine blades, aerospace components, FRP tanks, pressure cylinders, and other composite structures.
5. AE Sensors, Preamplifiers, and System Selection
The performance of an acoustic emission monitoring system depends heavily on correct sensor selection and installation.
Important selection factors include:
- Sensor frequency range
- Sensitivity
- Resonant or broadband response
- Operating temperature
- Built-in or external preamplifier
- Cable length and shielding
- Couplant and mounting method
- Environmental protection
- Number of channels
- Signal processing and location capability
For example, a high-frequency AE sensor may be suitable for small laboratory specimens or short-distance signal detection. A lower-frequency sensor may be better for large structures where wave attenuation is significant.
In high-temperature applications, engineers may need high-temperature sensors or waveguide rods to protect the sensor from direct heat exposure.
Correct installation is also critical. Poor coupling, loose mounting, electrical noise, or unsuitable filtering can significantly reduce monitoring reliability.
6. From AE Data to Maintenance Decisions
AE monitoring is not only about collecting signals. The real value comes from converting data into useful maintenance decisions.
A modern AE system can help engineers evaluate:
- Whether AE activity is increasing
- Whether the source is stable or growing
- Where the activity is located
- Whether the signal pattern matches leakage, cracking, friction, or impact
- Whether the asset should continue operating, be inspected, or be shut down
With multi-channel systems, source location algorithms can estimate where the AE activity is coming from. With waveform analysis and AI-assisted signal classification, it becomes possible to separate useful AE events from background noise more effectively.
This supports a more reliable predictive maintenance workflow.
7. Benefits for Industrial Asset Management
Acoustic emission sensors can improve predictive maintenance in several practical ways:
First, they provide early warning of active damage. This gives maintenance teams more time to respond before failure occurs.
Second, they allow monitoring during operation. This reduces unnecessary shutdowns and helps capture damage that only appears under real load or pressure.
Third, they help prioritize inspection areas. Instead of inspecting an entire large structure blindly, engineers can focus on the areas with abnormal AE activity.
Fourth, AE data can be integrated with other condition monitoring methods. When combined with vibration, temperature, pressure, strain, or process data, acoustic emission can provide a more complete view of asset health.
Finally, AE monitoring can improve safety. For critical assets such as pressure vessels, pipelines, bridges, lifting equipment, and high-temperature systems, early detection of active damage is essential.
8. Acoustic Emission Is Not a Standalone Answer
Although AE is powerful, it should be applied correctly. It is sensitive to active damage, but it may not detect inactive defects that are not releasing energy. Background noise, installation quality, material type, geometry, and operating conditions can also affect results.
For this reason, AE monitoring should be designed by engineers who understand both the application and the signal characteristics. It is often most effective when used together with other NDT and condition monitoring technologies.
The goal is not to replace every inspection method. The goal is to make maintenance smarter, earlier, and more targeted.
9. Conclusion
Predictive maintenance is becoming increasingly important as industries look for ways to reduce downtime, improve safety, and extend asset life. Acoustic emission sensors offer a valuable way to detect active damage processes in real time or during controlled testing.
By listening to stress waves generated by cracks, leaks, friction, impacts, and material damage, AE monitoring helps engineers understand what is happening inside industrial assets before failure becomes critical.
For pressure equipment, pipelines, valves, rotating machinery, bridges, tanks, and composite structures, acoustic emission can be a powerful tool in a modern predictive maintenance strategy.
When combined with the right sensors, preamplifiers, acquisition systems, and signal analysis methods, AE technology helps transform hidden damage signals into actionable maintenance decisions.