#Industry News
Advanced screening for chemical powder
Ensuring clean, consistent, and compliant chemical powder production
In the chemical manufacturing industry, precision is everything. Whether producing pigments, polymers, catalysts, or speciality additives, the quality of chemical powders directly impacts product performance, safety, and regulatory compliance. That’s why advanced screening equipment is essential.
Why does chemical powder screening matters?
Chemical powders come in a variety of particle sizes and without effective screening, contaminants and inconsistent particle sizes can enter the production line, leading to:
- Reduced product performance
- Costly downtime and waste
- Regulatory non-compliance
- Increased safety risks
To meet stringent industry standards, every batch must be screened to achieve precise particle size distribution and purity.
The role of high-performance industrial sieving
- A robust sieving system ensures:
- Consistent quality output
- Efficient processing of fine and complex powders
- Reduced product loss and improved yield
- Full compliance with safety and hygiene standards
From pharmaceuticals and chemicals to food production, manufacturers rely on advanced sieving solutions to achieve repeatable, high-quality results.
Why leading chemical manufacturers trust Russell Finex
At Russell Finex, we specialize in screening solutions designed specifically for chemical powder processing. With decades of industry expertise, our vibratory sieves and separation equipment are built to handle the challenges of:
- Fine particle separation
- Oversize contamination removal
- Prevention of mesh blockage
- Uniform particle size distribution
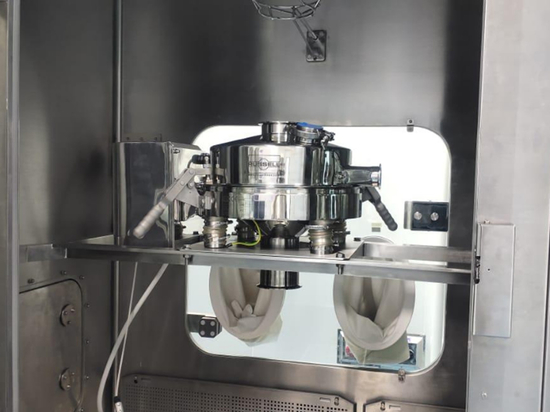
Our Russell Vibrasonic® Deblinding System enhances screening efficiency when processing fine, sticky, or difficult powders, ensuring uninterrupted productivity.
Designed for safety, reliability, and scalability
Chemical powders can be hazardous, requiring systems that protect operators and the environment. Our enclosed, hygienic sieving equipment ensures safe handling of toxic, corrosive, or flammable substances while maintaining maximum throughput.
We offer tailored solutions for:
- Small-batch specialty chemical production
- Large-scale industrial processing
- High-value, high-risk chemical applications
- Nearly a century of industry experience
Choosing the right screening technology isn’t just about removing contamination, it’s about protecting your brand, ensuring compliance, and staying ahead of the competition. At Russell Finex, we partner with leading manufacturers worldwide to deliver solutions that improve efficiency, enhance safety, and drive operational excellence.