#Industry News
3D Bioprinting with Alginate
Perfect contours, fine lines, clean start / end points with Puredyne®
Alginate is one of the most used materials in bioprinting. In addition to relatively low material costs, the mechanical properties and printability are also an advantage for the material. However, with existing extrusion systems such as pneumatic- or syringe extrusion, irregularities in the bioprinting of models can occur due to process variations. With the Puredyne® kit b, these problems no longer exist.
Alginate as a universal hydrogel
In a large number of studies, alginate is used as a base material for bio inks. Both pure (sodium) alginate in solution and chemically modified variants make up the majority of scientifically researched hydrogels. Oxidized alginate, for example, is thought to help cells gain freedom of movement more quickly through degrading alginate. In contrast, methacrylate alginate enables photopolymerization and thus other printing processes based on photon curing. The great popularity of alginate stems not only from its favorable mechanical and chemical properties. On a biological level, the hydrogel also offers the advantage of very good biocompatibility, making it universally applicable.
What mechanical problems arise in the additive manufacturing of alginate?
Several options are available for printing with alginate. In addition to light-based processes, which are possible with modified alginate, extrusion-based processes make up most of the biological 3D printing. Currently, the extrusion of bio-inks is done mainly in two ways.
- Pneumatic extrusion: Using air pressure, a plug is propelled forward inside a cartridge. The pressure ensures the formation of a material strand at the connected metering needle. The advantage of pneumatic extrusion is the simplicity of the system. However, controlled thread breakage is made difficult by the lack of material retraction. The compressed air can only be selectively switched on and off. Particularly with non-degassed material, dripping occurs which cannot be compensated. Another disadvantage that should not be underestimated is the dependence on external influencing factors. These include, for example, the ambient air pressure, the ambient temperature, and the filling level of the clamped cartridge, which influences the extrusion pressure. Alginate also tends to dry quickly. This can lead to clogging of the metering needle. If the pressure is set at a constant level, there is no longer any possibility of the needle clearing itself. The user must remove and clean the needle. This can lead to the entire print result becoming unusable.
- Syringe extrusion: Another popular extrusion system is spindle-driven extrusion with a syringe. Here, a syringe with material (for example, alginate) is clamped in a device that exerts pressure on the syringe's extended piston. The motion is provided by a motor-coupled spindle. This system has the advantage that it can be considered volumetric. A defined rotation of the spindle is largely proportional to the amount of material extruded. Retraction can also be achieved by reverse rotation of the spindle. The precision is reduced by the material used in each case. If the biomaterial is compressible, dripping occurs quickly. This dripping depends on the amount of material still in the syringe, as different amounts of gas are compressed and expanded during start-stop movements. Frequent use of this operation can create a type of oscillatory behavior, reducing precision. Another negative aspect is the increased space requirement, since the filled syringe including the squeezing system must be placed upright in a printer.
Puredyne® kit b for printing alginate
In addition to the well-known extrusion systems, the Puredyne® kit b, based on progressive cavity pump technology, has recently become available for printing alginate. The volumetric process enables constant and process-reliable 3D printing while eliminating almost all disadvantages that abovementioned extruders have. This sets the print head apart from all previous systems. To test the performance, a print test was carried out with alginate 5 %.
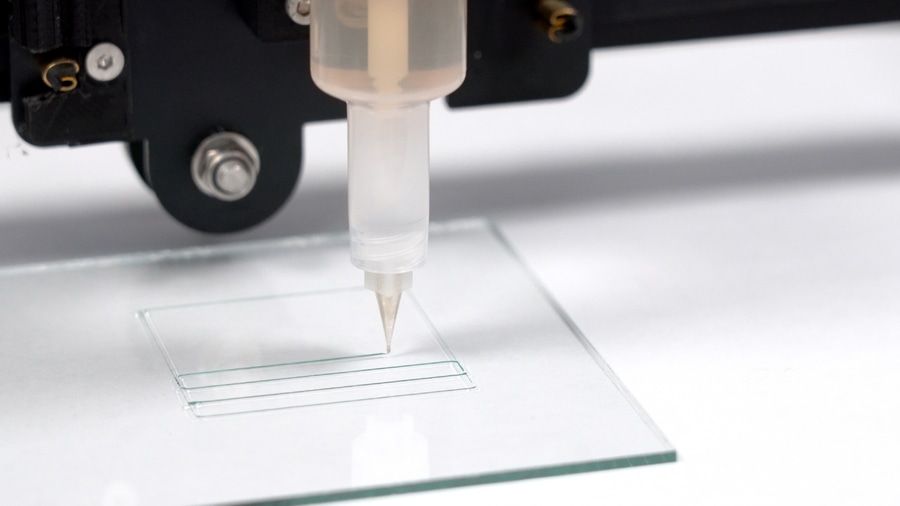
- Test setup: A Puredyne® cap b5 is filled with CELLINK Alginate 5 % via the integrated Luer-Lock connector. With a twist, the cap is connected to the print head via the bayonet connection and the dispensing needle is mounted. Applied compressed air ensures the material supply to the extruder (compressed air itself has no extrusion function).
- Execution: The amount of material proportional to the speed and the model to be printed are set on the computer. Several strands of alginate are laid down in a line pattern. Special attention is paid to the start-stop points.
- Printing result: With the retraction set, the pattern can be printed perfectly without excess material at the start or end points. The result of the print test with alginate can be seen in the video. It shows perfect contours, fine lines, and clean start and end points.
Printing alginate reliably
The versatility of alginate is its greatest strength. Until now, however, it lacked an extrusion system that could support this versatility reliably and with high precision. The Puredyne® kit b can close this gap. Not only can alginate with a concentration of 5 % be optimally printed, but also other concentrations with a wide variety of materials. Viscosities are almost irrelevant when printing with the Puredyne® kit b! Perfect process control is the next big step in bioprinting!


