#Product Trends
The sealing effect of Blister Pack
The sealing effect of Blister Pack
Usage of blister packages for solid dosage is now a common practice in pharmaceutical industry. Chinese State Pharmaceutical Administration had paid great attention to development of blister packages for medicines, especially their quality and issued and implemented a pharmaceutical industry standard titled Aluminum Plastic Blister Packages for Medicines.
This standard identifies a variety of factors affecting sealing quality from parameters of blister packages. As sealing quality is always hard to control, ideal heat-seal packages should feature clear, dense, smooth and even reticulates free from puncture and wrinkle. Only medicines packed and sealed with such packages can be stored for a long time. This paper will deal with heat sealability of blister packages and factors affecting heat-seal quality with an aim to improve it.
1. Basic sealing principles and conditions
This paper focuses on rotary sealing Blister Packaging Machine where aluminum foils and PVC are heat sealed under the pressure and temperature of reticulate roller and sealing roller. Sealing effect depends on three factors: temperature, time and pressure. Ideally, such sealing conditions as “low temperature, long time and high pressure” can render good sealing features small PVC deformation, clear reticulates, crisp blisters and good heat sealability free from serious puncture. However, as the running speed of the Blister Packaging Machine increases continuously, heat-seal time is shortened. Therefore, sealing temperature has to be raised, leading to poorer sealing condition. To overcome this, pre-heating temperature of the high-speed Blister Packaging Machine is increased before heat sealing to compensate loss of time in order to obtain perfect heat sealability. The pressure is in general fixed during sealing and changes only occur to the relationship between pressurization time and temperature. The test shows the relationship of temperature and time when PVC is 0.25 mm.
We can see from the table that: When the running speed is fast, temperature value rises to ensure heat-seal percent of pass. This is because the heat of the materials to be sealed within a unit time is the combination of temperature and pressurization time.
2. Heat sealability test comparison
After the Blister Packaging Machine finish forming and automatic feeding, PVC enters heat sealing along with aluminum foils with adhesive at one side. Heat sealing is divided into “dot sealing” and “line sealing”. Dot sealing is usually used for platen sealing Blister Packaging Machines and line sealing is frequently seen in rotary sealing Blister Packaging Machines. Dot sealing is a standard practice in some countries and it has dense sealing points and is pleasant to the eyes. But since their dots are incoherent, leakage from the out is easy to happen and the processing technique is hard to control. As to line sealing, reticulates are crisscrossed and connected with each other and therefore sealing points are secure and reliable. Hence, most Blister Packaging Machines use line sealing. To clarify differences between these two forms of sealing, State Pharmaceutical Administration conducted a test before approving professional standards: take some conforming finished package products, put them in a leak detector with colored water and vacuumize the detector. If blisters are not properly sealed, colored water will enter under the influence of pressure difference, then dot sealing value of such test surface will be lower than line sealing value.
3. Requirements of heat sealing on reticulates
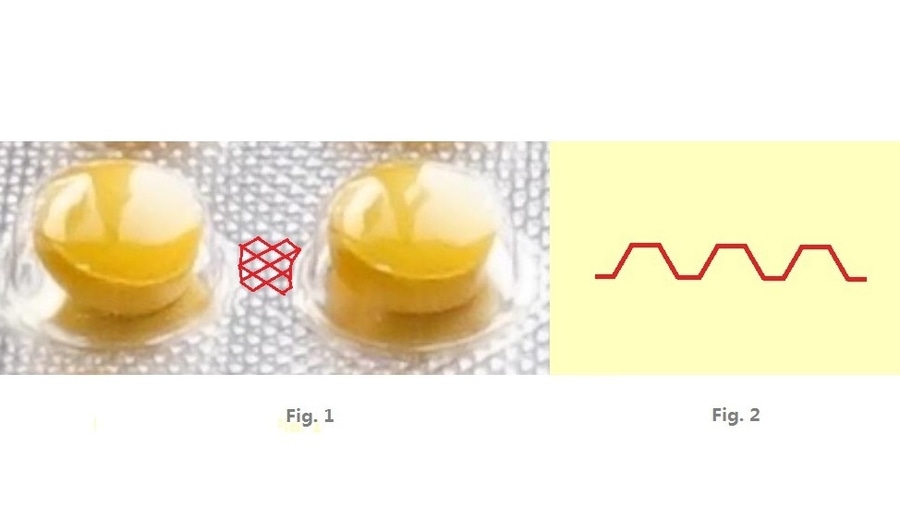
“Three factors” mentioned above are essential requirements for heat sealing under the precondition that size and shape of reticulate roller should be designed reasonably, which is the basic condition of heat sealing. The following passages will analyze and discuss reticulate size and shape. Reticulates are crisscrossed oblique lines with fixed spacing of 0.8 mm. The industrial standard defines the minimum distance between two blisters as no less than 2.5 mm and the spacing area should have more than one reticulate (see Fig. 1). If the top of reticulates is too sharp, aluminum foils with a thickness of 0.02 mm will be punctured, leading to poor heat sealability. In this case, if pressure and temperature are reduced to address this problem, it will result in unclear reticulates and insecure heat sealing. If the running speed of blister machines changes after pressure and temperature are fixed, heat sealing effect changes along with it. In order to fundamentally solve the problem, reticulate depth and top shape (see Fig. 2) should be changed and reticulate surface roughness (Ra) set as 3.2. It may significantly improve heat sealing effect since a small platform of 0.05 mm is created at the top of reticulate to reduce foil stretching and avoid puncturing during sealing. So when it is required to adjust pressure, temperature or time during operation, as long as the rule of “increasing temperature if speed is raised and reducing temperature is the speed is reduced”, no puncture will happen.
4. Influences of temperature uniformity on heat-seal quality
Heated temperature of packaging material changes along with pressurization time, but the temperature of the heating roller should be uniform. If not, heat-seal effect will be compromised and periodic poor sealing or inadequate sealing at one side will occur. The heating roller is heated by the electrical bar inside it and its temperature can be adjusted as required. The electric bar is directly installed inside the roller with certain fit-up gap. Especially, there is a dead zone above the bar that will make it prone to air corrosion, reduce its life span and compromise heat sealing effect when its temperature changes. In order to improve sealing quality, installation method of the bar is improved by replacing the direct plug-in bar with a one-piece casting heater, which means the electric bar is cast inside a circular heater to combine the bar and the heated conductor together. The overall surface area of the bar is in seamless contact with the conductor, thus to transfer its temperature to the heat-seal roller via the conductor. In this way, the problem of temperature nonuniformity is addressed. Such electric bar features no gap, freedom from oxidation scale and increased service life.
5. Influence of depth of parallelism between reticulate roller and heat-seal roller on sealability
The reticulate roller and the heat-seal roller should be parallel to each other in order to ensure consistent pressurization at each point on the contact line during sealing. In addition to self rotation during sealing, the reticulate roller automatically adjust its position to keep parallel with the heat-seal roller to ensure sealing uniformity.
Conclusion
In order to improve sealability of the Blister Packaging Machine, further in-depth study of three factors of heat sealing and their relationship, reticulate shapes and parallelism between two rollers is required to continuously improve heat-seal effect.


