#Industry News
What Is Friction Welding? A Complete Guide
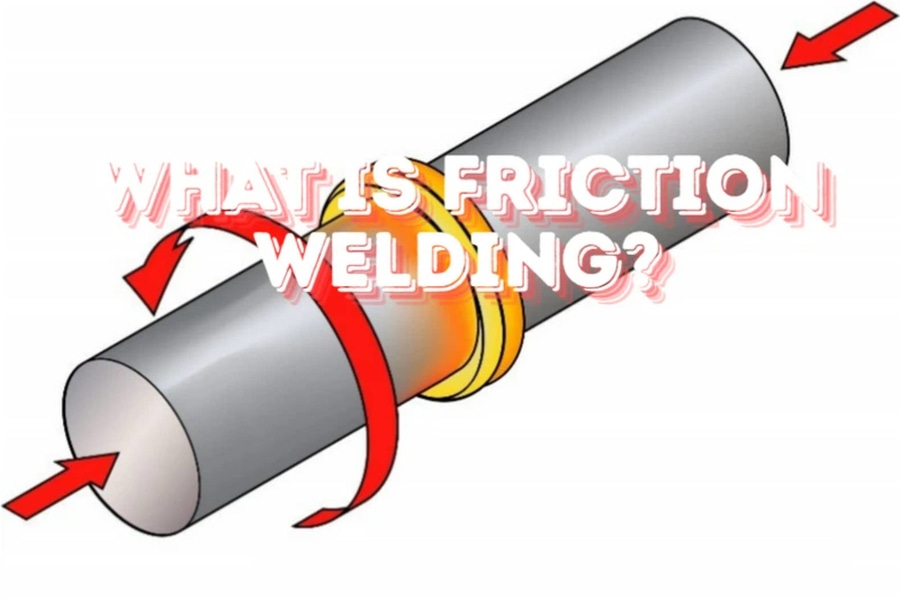
What Is Friction Welding?
1. Definition and Core Principle
Friction welding (FW) is a solid-state joining method in which two components are pressed together and one part is moved relative to the other under pressure, generating heat by friction. This heat softens—but does not melt—the interface, and when movement stops and pressure continues, a strong metallurgical bond forms via atomic diffusion.
Because no melting occurs, there is no filler metal, no flux, and no shielding gas required, making the joint very clean and free of fusion-welding defects like porosity or segregation.
2. Historical Background and Process Evolution
The concept of friction-based joining originated in the early 20th century, with commercialization particularly accelerating in the 1950s and 1960s as automation and hydraulics advanced.
Over time additional variants emerged, such as linear friction welding (LFW), friction stir welding (FSW) and low-force friction welding (LFFW), expanding the range of geometries and materials that can be joined.
3. Types of Friction Welding and Process Variants
Major types of friction welding include:
Rotary friction welding (one part rotates against a stationary part under pressure)
Linear friction welding (reciprocating motion rather than pure rotation)
Friction stir welding (a non-consumable rotating tool stirs two metal pieces together)
Low-force friction welding (uses auxiliary heating to reduce required force)
Each variant is suited to specific part geometries, material combinations, and production requirements.
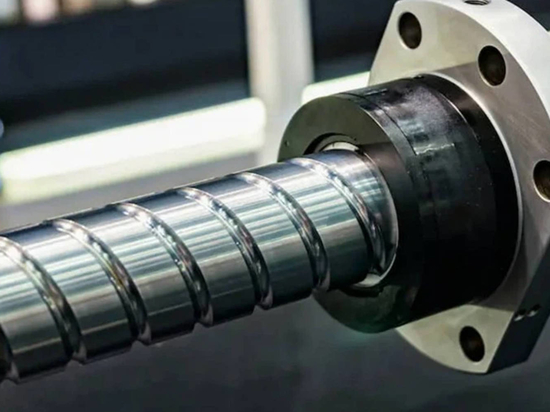
4. Materials, Equipment and Advantages
Friction welding can join a wide variety of metals and alloys—including similar and dissimilar combinations—that are difficult or impossible to join with traditional fusion welding.
Key equipment components include a drive system (rotary or linear motion), clamping/fixture system, axial force system, control unit monitoring parameters (speed, torque, displacement) and chilling/cooling systems to control thermal cycle.
Advantages: minimal heat-affected zone, excellent joint strength, relatively short cycle times, and strong suitability for automation and high-volume production.
5. Applications, Limitations and Comparison with Conventional Welding
Applications cover automotive (drive shafts, turbocharger shafts, steering columns), aerospace (engine components, structural joints), energy (turbine shafts, generator rotors), manufacturing of hydraulic rods, medical implants, and more.
Compared to conventional fusion welding: friction welding avoids melting, has less distortion, fewer defects (like porosity), enables joining of dissimilar materials, but also requires higher initial investment in equipment and is optimized for specific production scenarios.
Limitations include: high equipment cost, specific part geometry constraints (often axisymmetric or manageably clamped), the need for precise process control, and sometimes limited adaptability for very large or irregular shapes.